
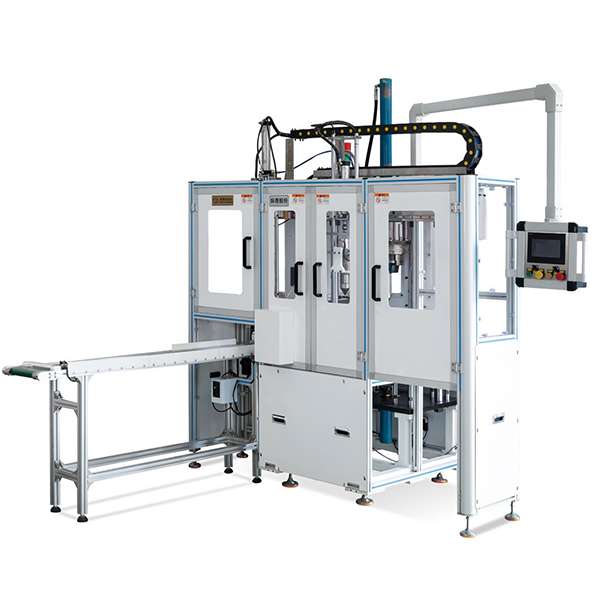

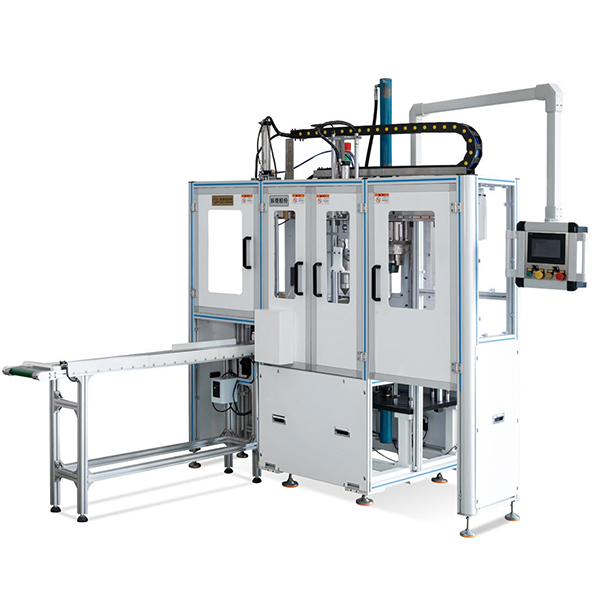
Orta Şekillendirme Makinası (Manipülatörlü)
Ürün Özellikleri
● Makine, yeniden şekillendirme makinesi ve otomatik nakil manipülatörü ile entegre edilmiştir. İç genişleme, dış kaynak kullanımı ve uç sıkıştırmanın şekillendirme prensibi tasarımı.
● Endüstriyel programlanabilir kontrolör PLC tarafından kontrol edilir; emaye telin kaçmasını ve uçmasını düzenlemek için her yuvaya tek bir ağızlık yerleştirilir; emaye telin çökmesini, yuva kağıdının alt kısmının çökmesini ve hasar görmesini etkili bir şekilde önler; bağlanmadan önce statorun şekillendirilmesini etkili bir şekilde sağlar Güzel boyut.
● Tel paketinin yüksekliği gerçek duruma göre ayarlanabilir.
● Makine hızlı kalıp değiştirme tasarımına sahiptir; kalıp değişimi hızlı ve kolaydır.

Ürün Parametresi
| Ürün numarası | ZDZX-150 |
| Çalışma kafalarının sayısı | 1 ADET |
| İşletme istasyonu | 1 istasyon |
| Tel çapına uyum sağlayın | 0,17-1,2 mm |
| Mıknatıs teli malzemesi | Bakır tel/alüminyum tel/bakır kaplı alüminyum tel |
| Stator yığınının kalınlığına uyum sağlayın | 20mm-150mm |
| Minimum stator iç çapı | 30mm |
| Maksimum stator iç çapı | 100mm |
| Hava basıncı | 0,6-0,8 MPA |
| Güç kaynağı | 220V 50/60Hz (tek fazlı) |
| Güç | 4kW |
| Ağırlık | 1500kg |
| Boyutlar | (U) 2600* (G) 1175* (Y) 2445mm |
Yapı
1. Önemli Hususlar
- Operatör, makinenin yapısı, performansı ve kullanımı hakkında tam bilgiye sahip olmalıdır.
- Yetkisiz kişilerin makineyi kullanması kesinlikle yasaktır.
- Makine her park halindeyken ayarlanmalıdır.
- Operatörün makine çalışırken başından ayrılması yasaktır.
2. Çalışmaya Başlamadan Önce Hazırlıklar
- Çalışma yüzeyini temizleyin ve gres yağı sürün.
- Gücü açın ve güç sinyal ışığının yandığından emin olun.
3. İşletim Prosedürü
- Motorun dönüş yönünü kontrol edin.
- Statoru fikstüre takın ve başlatma düğmesine basın:
A. Şekillendirilecek statoru fikstür üzerine yerleştirin.
B. Başlat düğmesine basın.
C. Alt kalıbın yerinde olduğundan emin olun.
D. Şekillendirme işlemine başlayın.
E. Şekillendirme işleminden sonra statoru çıkarın.
4. Kapatma ve Bakım
- Çalışma alanı temiz tutulmalı, sıcaklık 35 santigrat dereceyi geçmemeli ve bağıl nem %35-85 arasında olmalıdır. Ayrıca alan aşındırıcı gazlardan arındırılmış olmalıdır.
- Makine kullanılmadığı zamanlarda toz ve nemden uzak tutulmalıdır.
- Her vardiyadan önce tüm yağlama noktalarına mutlaka gres yağı eklenmelidir.
- Makine darbe ve titreşim kaynaklarından uzak tutulmalıdır.
- Plastik kalıp yüzeyi her zaman temiz olmalı ve pas lekelerine izin verilmemelidir. Makine takımı ve çalışma alanı kullanımdan sonra temizlenmelidir.
- Elektrik kontrol kutusu her üç ayda bir kontrol edilmeli ve temizlenmelidir.
5. Sorun giderme
- Sabitleme pozisyonunu kontrol edin ve statorun deforme olup olmadığını veya düzgün olup olmadığını ayarlayın.
- Motor yanlış yönde dönüyorsa makineyi durdurun ve güç kaynağı kablolarını değiştirin.
- Makinenin çalışmasına devam etmeden önce ortaya çıkan sorunları giderin.
6. Güvenlik Önlemleri
- Yaralanmaları önlemek için eldiven, gözlük ve kulaklık gibi uygun koruyucu ekipmanlar kullanın.
- Makineyi çalıştırmadan önce elektrik şalterini ve acil stop anahtarını kontrol edin.
- Makine çalışırken kalıplama alanına elinizi sokmayınız.
- Yetkiniz olmadan makineyi sökmeyin veya tamir etmeyin.
- Keskin kenarlardan kaynaklanabilecek yaralanmaları önlemek için statorları dikkatli tutun.
- Acil bir durumla karşılaştığınızda hemen acil durdurma butonuna basın ve ardından duruma müdahale edin.




